
Die Herstellung von optischem Glas ist ein komplexer Prozess. Links: Guss des flüssigen Glases (© Schott AG, Fotograf Jens Meyer). rechts: Calciumfluorid-Einkristall im Prüfstand bei Schott Lithotec in Jena.
Die Glasherstellung
Objektive bestehen in der Regel aus verschiedenen sogenannten optischen Gläsern, von denen mehr als 200 Varianten mit unterschiedlicher Zusammensetzung Verwendung finden.
Glaszusammensetzung
Glas setzt sich im Wesentlichen aus drei Hauptbestandteilen zusammen:
Glasbildner Der eigentliche Hauptbestandteil von Glas ist vorwiegend Siliciumdioxid SiO2, bei optischen Gläsern manchmal Borsäure H3BO3 sowie Phosphorsäure H3PO4. Siliciumdioxid ist im Sprachgebrauch bekannt als Quarzsand.
Flussmittel Flussmittel dienen als Katalysatoren, die bewirken, dass der Glasbildner bereits bei Temperaturen in den flüssigen Zustand übergeht, die unter seinem eigentlichen Schmelzpunkt liegen. Flussmittel sind normalerweise Alkalien in Form von Carbonaten, Nitraten oder Sulfaten. Beispiele sind Calciumcarbonat CaCO3, Natriumcarbonat Na2CO3.
Stabilisatoren Stabilisatoren machen das Glas chemisch beständig und verändern seine optischen Eigenschaften. Verwendet werden vor allem Verbindungen der Erdalkalien, Blei, Zink, Cadmium, Lanthan usw. Durch zusätzliches Beifügen von Oxiden bestimmter Schwermetalle (Eisen, Kobalt, Nickel usw.), von Selen und den Seltenen Erden werden optisch einwandfrei gefärbte Gläser – zum Beispiel für die Filterherstellung – erzeugt.
Glasherstellung
Die Glasherstellung erfolgt durch Schmelzen der gemischten Bestandteile bei Temperaturen von 1200 bis 1500°C in Glasschmelzöfen. Für die Herstellung optischer Gläser verwendet man in der Regel Platintiegel, die induktiv erhitzt werden. Die erforderlichen Rohstoffe müssen sehr rein und frei von Verunreinigungen (insbesondere Eisenoxiden, da grün- oder blaufärbend) sein, um die Herstellung vollständig farbloser Gläser zu ermöglichen.
Rohstoffgemenge («Satz») Die Rohstoffe werden fein gemahlen und sorgfältig gemischt, bevor sie sukzessive in den heissen Tiegel gegeben werden.
Rauhschmelze und Läuterung Sobald die festen Rohstoffteile geschmolzen und durch Rühren homogenisiert sind – man spricht von der «Rauhschmelze» – bilden sich nach weiterer Temperaturerhöhung durch beigegebene spezielle Läuterungsmittel wie Arsen- oder Antimonverbindungen, Sulfaten usw. grössere Gasmengen, die beim Entweichen feine, während des Schmelzens entstandene Gasblasen mitreissen. Ein anderer, älterer Läuterungsvorgang veranschaulicht das «Bülwern». Dabei wurde ein kleiner nasser Hartholzklotz in die Schmelze gegeben. Durch die Zersetzung des Holzes entstanden grosse Gasblasen, deren Aufgabe es ebenfalls war, kleine Blasen beim Entweichen zu entfernen. Zur weiteren Homogenisierung wird die Schmelze nochmals gerührt und danach rasch um einige hundert Grad abgekühlt. Danach erfolgt das Ausgiessen der fertigen Schmelze in spezielle Keramikformen.
Kühlung («Tempern») Die Glasblöcke werden nach einem individuell auf die Glasart abgestimmten Kühlschema sehr langsam auf Zimmertemperatur gekühlt. Der Vorgang kann bis zu vielen Wochen dauern. Die langsame Kühlung ist notwendig, um das Glas spannungsfrei und damit isotrop zu halten.
Der Zustand «Glas» Gläser sind Stoffe, die beim Abkühlen stetig vom flüssigen in den festen Zustand übergehen, ohne dass ein Zwischenzustand durchlaufen wird, in dem – wie zum Beispiel bei Wasser/Eis – beide Phasen im thermodynamischen Gleichgewicht nebeneinander bestehen. Die molekularen Bausteine von Glas sind kristalliner Natur, die sich aber unregelmässig anordnen. Man könnte den glasigen Zustand auch als eine Art «erstarrte Unordnung» bezeichnen.
Glasbildung und Kristallisation sind miteinander konkurrenzierende Vorgänge, von denen sich je nach Zusammensetzung, Temperatur und Abkühlungsgeschwindigkeit der eine oder andere durchsetzt. Bei langsamer Abkühlung innerhalb eines bestimmten viskosen Bereichs (unter Viskosität versteht man die Zähigkeit der Schmelze) tritt Kristallisation ein. Dieser viskose Bereich ist begrenzt durch den Aggregationspunkt und den Transformationspunkt. Beide Punkte liegen je nach Glasart bei recht verschiedenen Temperaturen; der Aggregationspunkt oberhalb von 1400°C, der Transformationspunkt zwischen 335°C und 661°C.
Beim Abkühlen muss der Glashersteller darauf achten, den viskosen Bereich vergleichsweise schnell zu durchlaufen, um eine «Entglasung» durch Kristallisation (Bildung von undurchsichtiger Glaskeramik) zu vermeiden.
Zusammensetzung der wichtigsten Gläser
Fensterglas
Normales Fensterglas (ne ~ 1,5; ve ~ 60) besteht aus:
Siliciumdioxid SiO2 ca. 75%
Calciumcarbonat CaCO3 ca. 15%
Natriumcarbonat Na2CO3 ca. 10%
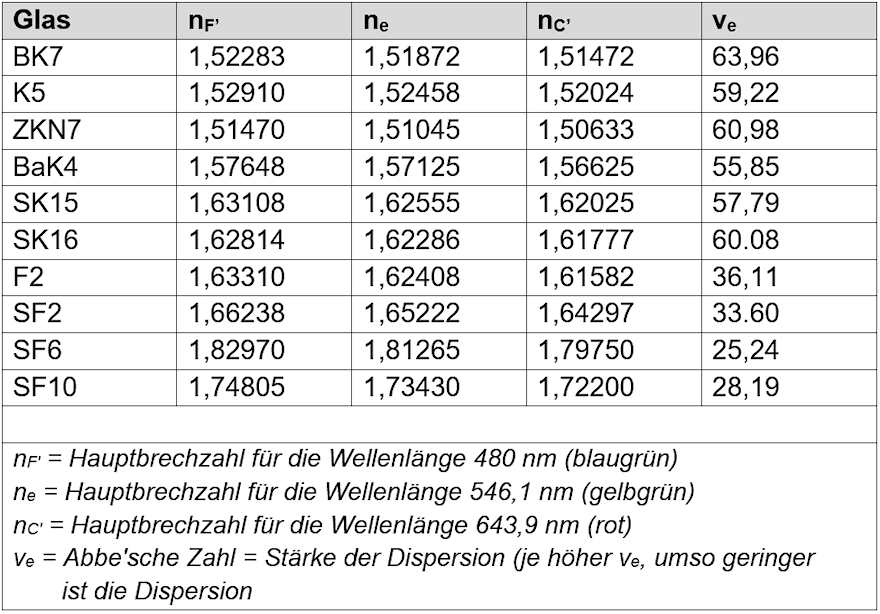
ne = mittlerer Brechungsindex (Brechzahl) für die Wellenlänge e = 546,1 nm (Blaugrün);
ve = Abbe’sche Zahl = Stärke der Dispersion (je höher ve, umso geringer ist die Dispersion.
Optische Gläser
Durch verschiedene Zusätze (wie Bariumoxid BaO, Magnesiumoxid MgO, Aluminiumoxid Al2O3, Zinkoxid ZnO usw.) entstehen Gläser mit höchst unterschiedlichen optischen Eigenschaften.
Für die Objektivkonstruktion stehen heute weit über 200 verschiedene Glassorten zur Verfügung, deren unterschiedliche Beschaffenheit die Konstruktion gut korrigierter Objektive ermöglichen.
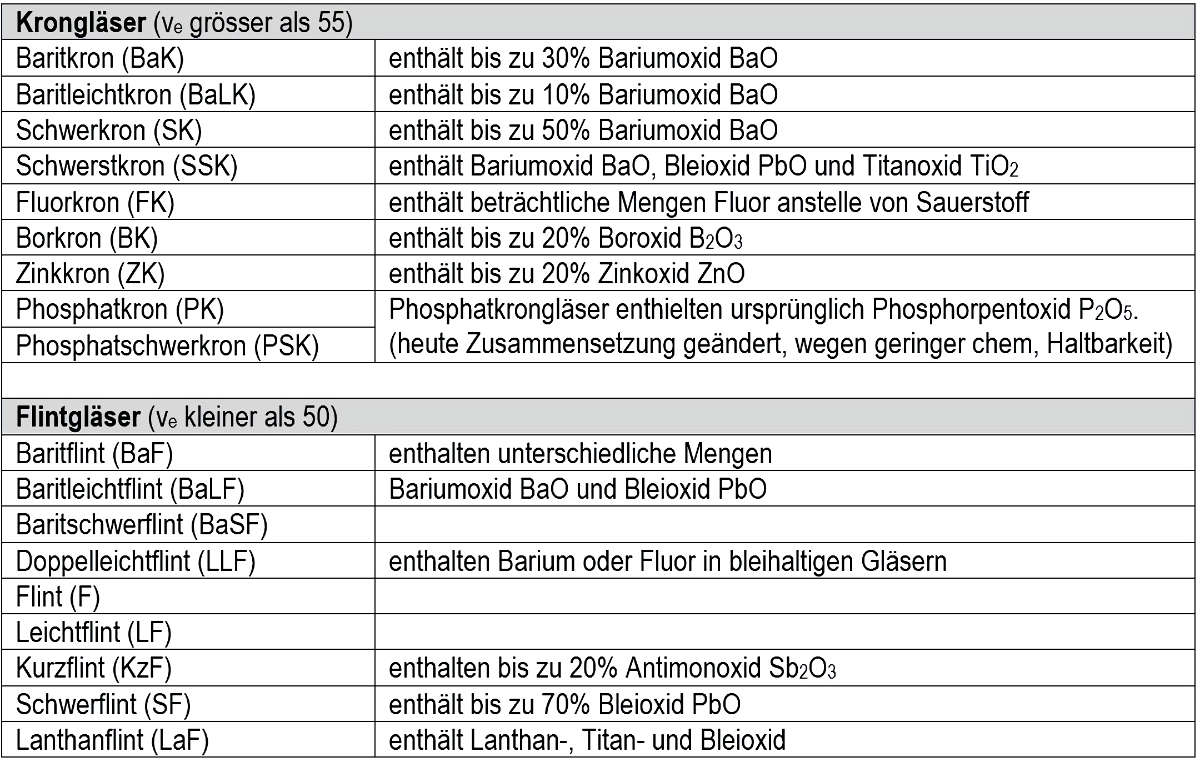
Optische Gläser werden in zwei Hauptgruppen eingeteilt, abhängig von ihren Dispersionseigenschaften: Krongläser, mit geringerer Dispersion sind solche, deren ve grösser als 55 ist. Starkbrechende Gläser mit grosser Dispersion, das heisst solche, deren ve kleiner als 50 ist, bezeichnet man als Flintgläser. Die nachfolgenden Tabellen zeigen einen kleinen Auszug typischer Kron- und Flintgläser.
Daten einiger optischer Gläser
Der grösste und wichtigste europäische Hersteller optischen Glases ist die deutsche Firma Schott AG in Mainz und Jena. Dort findet man auch den Glaskatalog mit den Daten aller lieferbarer Gläser.
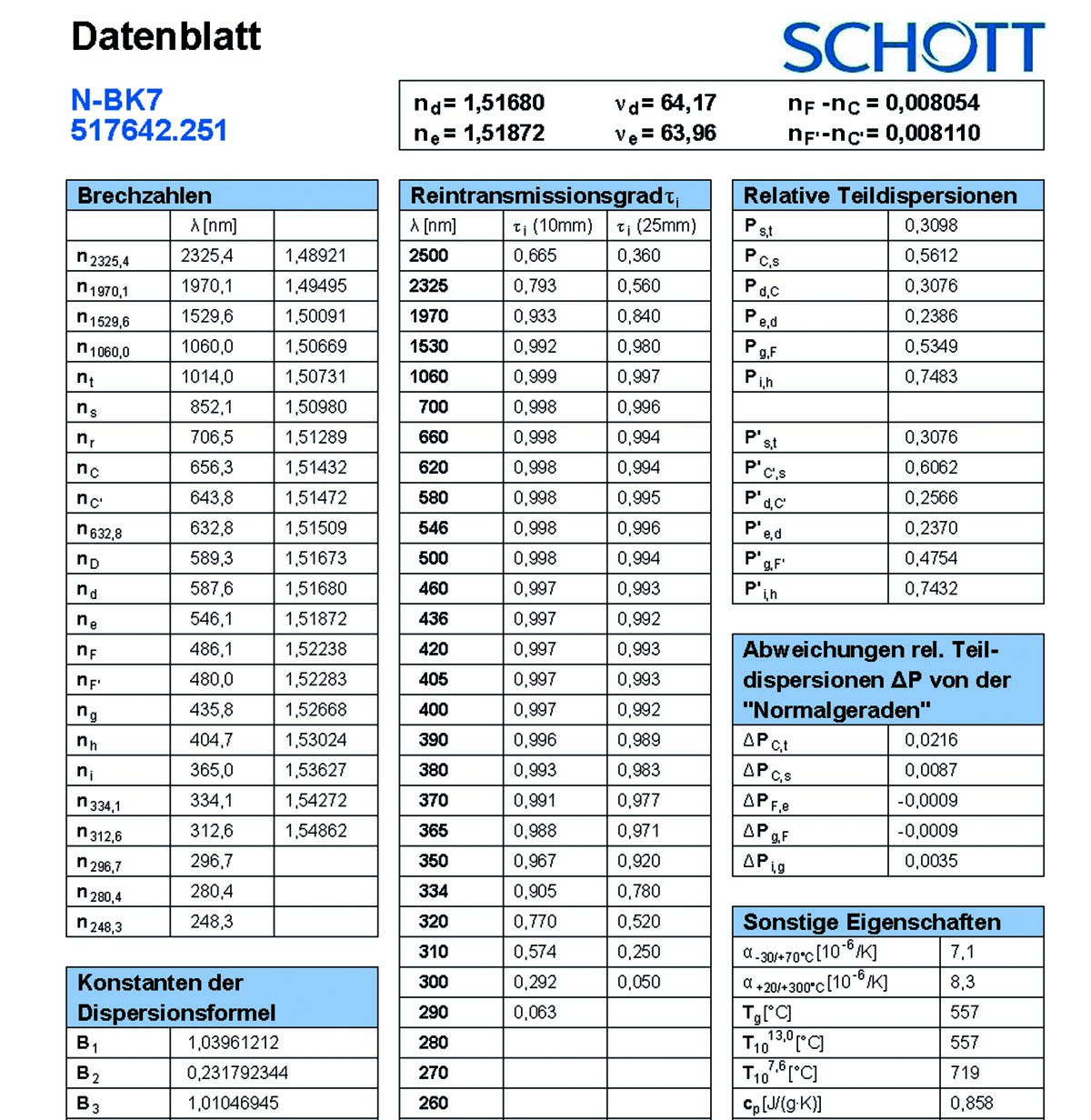
Ausschnitt aus dem Datenblatt für das Glas N-BK7 aus dem Glaskatalog von Schott.
Abbe-Diagramm
Der Lageplan der optischen Gläser zeigt deutlich die unterschiedlichen Eigenschaften verschiedener Glassorten. Die grafische Darstellung der Lage in nachstehendem Diagramm bezieht sich auf die Hauptbrechzahl ne (Ordinate) und die Stärke der Dispersion als Abbe’sche Zahl ve (Abszisse).
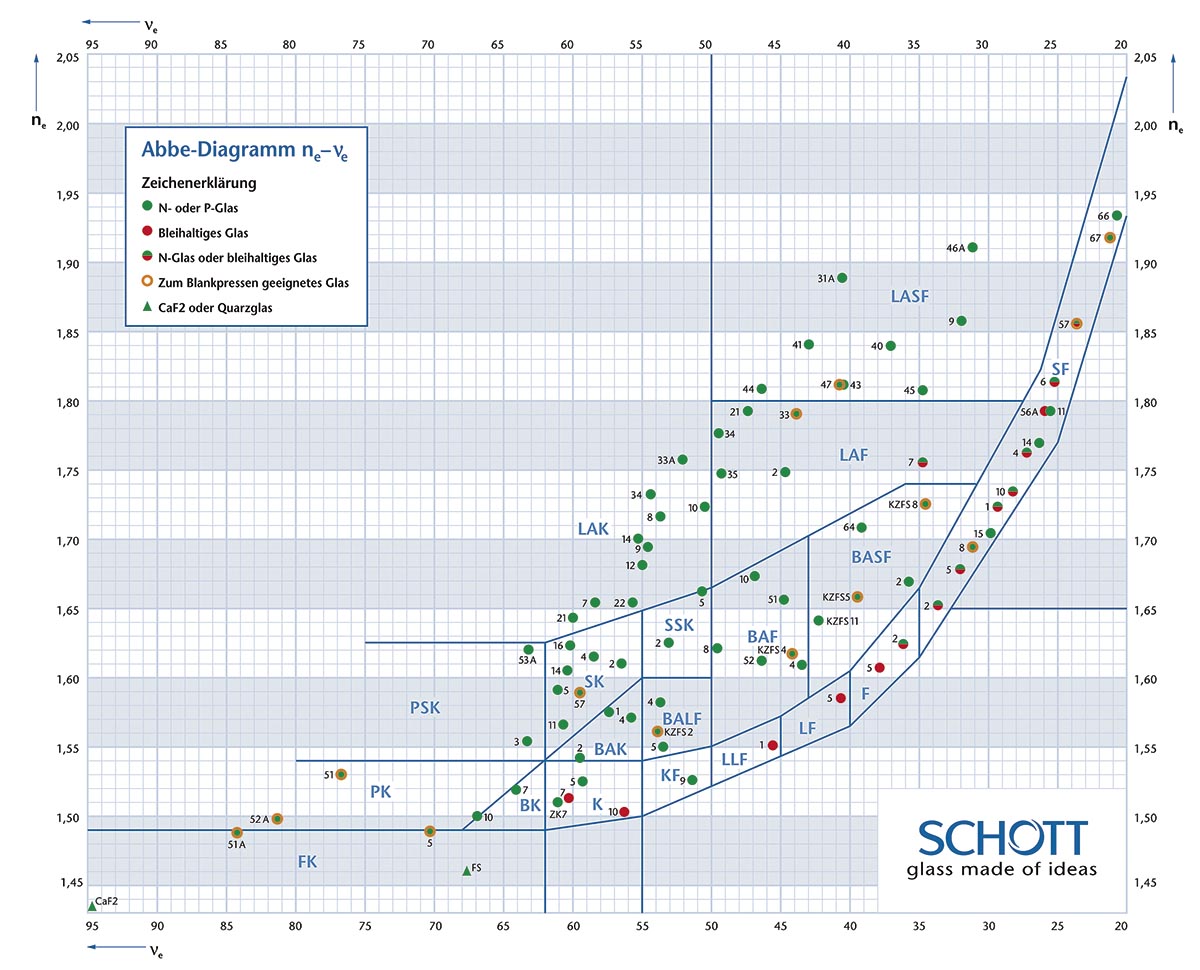
Abbe-Diagramm (Glaslageplan) der aktuellen optischen Gläser von Schott AG
Der grösste Teil herkömmlicher Gläser liegt in diesem Plan in einer breiten Diagonale, die von unten links nach oben rechts verläuft. Das bedeutet nichts anderes, als dass mit zunehmendem Brechungsindex auch die Farbzerstreuung zunimmt (die Dispersion ist umso geringer, je grösser die Abbe’sche Zahl ve ist).
Extreme Gläser
Ein weiterer Blick auf den Glaslageplan zeigt aber sofort, dass auch anormale Ausführungen möglich sind. Besonders interessant sind Gläser, die sich innerhalb des Lageplans oben ausserhalb der erwähnten breiten Diagonale befinden, das heisst solche, die einen hohen Brechungsindex (bis 1,9) und gleichzeitig verhältnismässig niedrige Dispersion (ve 40 bis 60) aufweisen. Solche extreme Gläser ermöglichen flachere Linsenradien. Flachere Linsen aber sind besser und einfacher zu korrigieren und zudem reflexunempfindlicher.
Normalerweise steigt die Dispersion sukzessive mit der Höhe des Brechungsindices. Moderne Entwicklungen versuchen daher den Brechungsindex zu erhöhen, ohne die Dispersion merklich zu vergrössern. Um die vergrösserte Farbzerstreuung – was zum sogenannten «sekundären Spektrum» führt, ein früher nicht korrigierter chromatischer Restfehler – bei hochbrechenden Gläsern zu mildern, entwickelte Leitz Gläser mit anormaler Teildispersion. Es handelt sich dabei, wie der Name ausdrückt, um Glassorten, welche die verschiedenen Wellenlängen des Lichts extrem unterschiedlich brechen. Anders gesagt, erzeugen solche Gläser – je nach Zusammensetzung – ein stark asymmetrisches Spektrum. Durch geschickte Kombination derartiger Gläser lässt sich ein Objektiv chromatisch praktisch hundertprozentig korrigieren. Besonders bei der Konstruktion langbrennweitiger Objektive hat der Einsatz von Gläsern mit anormaler Teildispersion zu einer bedeutend verbesserten Farbbrillanz geführt. Ursprünglich wurden dazu Fluorkristalle verwendet (Fluorit-Objektive), die jedoch sehr anfällig auf Feuchtigkeitseinwirkungen und mechanische Beanspruchungen reagierten. Die heute in langbrennweitigen Objektiven verwendeten Gläser mit Zusatz von Fluorphosphat hingegen reagieren nicht anfällig auf solche Umwelteinflüsse.
Optische Kristalle
Für wissenschaftliche und spezielle Anwendungen werden im Objektivbau neben optischen Gläsern auch isotrope Kristalle verwendet. Für viele Zwecke in der UV- und IR-Fotografie ist nämlich der wellenlängenmässige Durchlassbereich von optischen Gläsern in der notwendigen Dicke zu gering und/oder die Dispersion zu hoch. Als Material für optische Kristalle finden synthetisch hergestellte, aus der Schmelze gezüchtete Einkristalle Verwendung. Für die allgemeine fotografische Verwendung sind viele optische Kristalle nicht geeignet, da sie teuer und in üblicher Ausführung nicht besonders haltbar sind.
Andrerseits lassen sich mit einzelnen Linsen aus gewissen optischen Kristallen chromatische Korrekturen an Objektiven durchführen, die zusätzlich zum sichtbaren Licht auch im angrenzenden Bereich für ultraviolette und infrarote Strahlen wirksam sind. Sogenannte superapochromatische Objektive, welche bezüglich chromatischer Aberration auch ausserhalb des sichtbaren Lichts hochkorrigiert sind, enthalten meistens Linsen aus modernem Calciumfluorid, wie es von Schott Lithotec in Jena produziert wird.
Calciumfluorid-Rohlinge werden aus einem feinen Pulver hergestellt, das so rein wie möglich sein muss. In einem ersten Schritt wird das Pulver geschmolzen, dann beginnt der Kristallisationsprozess. Um die durch die hohen Temperaturdifferenzen entstehenden Spannungen möglichst gering zu halten, muss die Temperaturabsenkung sehr langsam erfolgen. Die Kristallzuchtanlagen bei Schott Lithotec arbeiten daher im Hochvakuum mit einem ausgeklügelten Temperaturprogramm, das ein extrem langsames, aber störungsfreies Wachstum der Kristalle von wenigen Zentimetern pro Tag ermöglicht. Nach mehreren Wochen werden die fertigen, oft 100 Kilogramm schweren Kristalle entnommen. Diese Rohkristalle besitzen einen Durchmesser von bis zu 350 mm und eine Dicke von mindestens 150 mm. In einer nächsten Fertigungsstufe werden die beiden Endzonen exakt parallel zur Wachstumsebene abgeschnitten und die fertigen Scheiben gewonnen.
Trotz der beachtlichen Dimensionen ist die atomare Struktur völlig einheitlich – daher auch die Bezeichnung Einkristall. Schott bietet als einziger Anbieter reinste Einkristalle im genannten Durchmesser an und verfügt über die weltweit grösste Kapazität für deren Herstellung.
Calciumfluorid weist einen sehr geringen Brechungindex unter 1,45 auf und eine nahezu vernachlässigbare Dispersion mit einer Abbe’schen Zahl ve von rund 95. Im Abbe-Diagramm (siehe weiter oben) befindet sich dieses Medium unter der Bezeichnung CaF2 in der untersten linken Ecke.
In der Familie der Fluoridkristalle ist Calciumfluorid bekannt dafür, eines der härtesten Materialien zu sein. Die daraus resultierende ideale Bearbeitungsmöglichkeit ist ein weiterer Grund, warum es sich besonders gut für den Einsatz in der Fertigung einer breiten Palette von optischen Komponenten eignet.
Schott produziert zudem unter der Markenbezeichnung Lithosil ein amorphes, synthetisches Quarzglas, das besonders rein ist und UV ab Wellenlänge 185 nm passieren lässt. Im langwelligen Bereich reicht die Durlässigkeit bis zur Wellenlänge 2,5 µm.
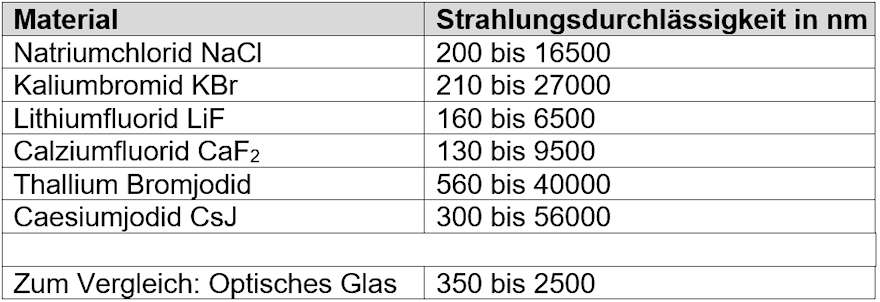
Materialien für optische Kristalle
Folgende Materialien können in Form von Einkristallen für die Herstellung von Linsen verwendet werden. Angegeben ist die Strahlungsdurchlässigkeit in nm:
Optische Kunststoffe
Einige Kunststoffe – sogenanntes «organisches Glas» – eignen sich zur Herstellung abbildender Bauelemente:
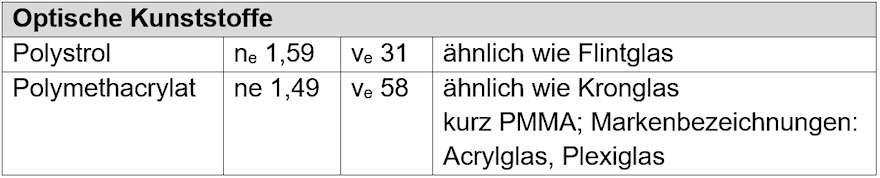
Für den Objektivbau ist die Auswahl viel zu gering. Auch wegen geringer Härte und hoher Wärmeausdehnung eignen sich Kunststoffe nur für billigste Gebrauchsobjektive, für Brillen, Kontaktlinsen, Lupen, Sucherlinsen, Kondensorlinsen, Okulare usw. Wegen der guten thermoplastischen Verformbarkeit setzt man die optischen Kunststoffe jedoch auch für die Herstellung von Fresnellinsen und asphärischen Linsen ein.
Linsen
Optische Gläser allein machen natürlich noch keine Objektive. Dazu müssen zuerst entsprechende Glieder, sogenannte Linsen, hergestellt werden.
Sphärische Linsen
Die überwiegende Mehrzahl aller verwendeten optischen Linsen sind sphärischen Ursprungs. Das sind Körper, die durch zwei Kugelflächen oder eine Kugelfläche und eine Ebene begrenzt sind.
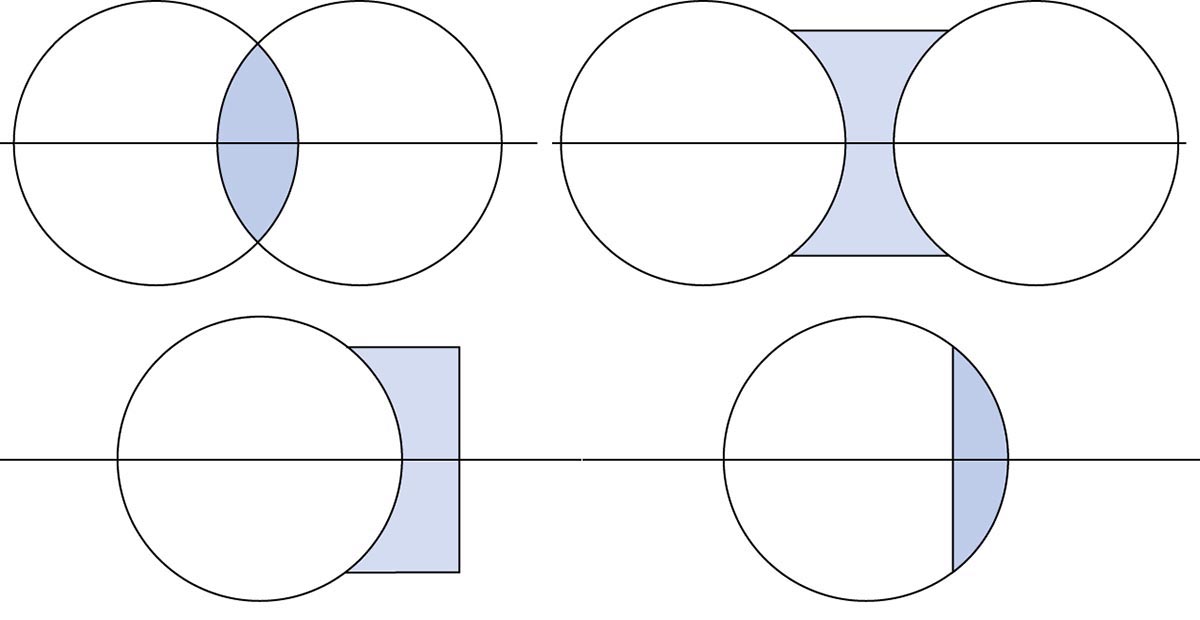
Von links oben nach rechts unten: bikonvex, bikonkav, plankonkav, plankonvex.
Die Verbindung der entsprechenden Kugelmittelpunkte nennt man optische Achse. Eine Linsenfläche, die nach aussen gewölbt ist, bezeichnet wird als konvex bezeichnet, eine solche, die nach innen gewölbt ist, als konkav.
Linsen mit sammelndem Charakter sind am Rand dünner als in der Mitte. Sie werden als Sammellinsen, positive Linsen oder Konvexlinsen bezeichnet. Je nach ihrer Form unterscheidet man bikonvexe, plankonvexe oder konkavkonvexe Linsen. Der deutsche Name der letztgenannten Linsenform ist positiver Meniskus.
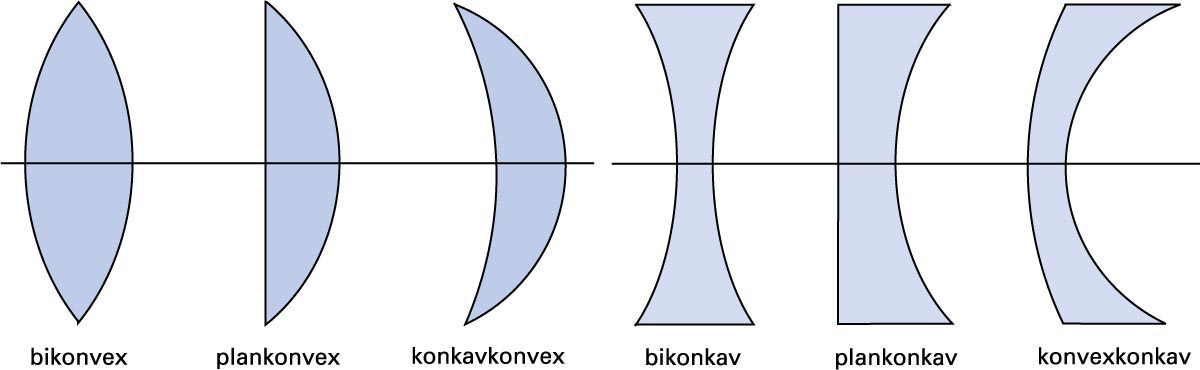
Konvex- und Konkavlinsen
Linsen, die am Rand dicker sind als in der Mitte, besitzen zerstreuenden Charakter. Es sind Zerstreuungslinsen, negative Linsen oder Konkavlinsen. Auch hier unterscheidet man zwischen bikonkaven, plankonkaven und konvexkonkaven Formen. Konvexkonkave Linsen werden auch als negative Menisken bezeichnet.
Asphärische Linsen
Um noch mehr Parameter für die optische Rechnung zur Objektivherstellung zu schaffen, ist die Industrie bestrebt, auch nicht kugelige, das heisst nicht sphärische Linsenformen herzustellen.
Mit parabolförmigen Linsenschnitten lassen sich insbesondere sphärische Abbildungsfehler (siehe Folge 9) besser meistern und gut korrigierte Objektive mit höheren Lichtstärken herstellen.
Die präzise Fertigung hochwertiger asphärischer Linsen aus Glas ist allerdings sehr aufwendig, kompliziert und teuer (siehe weiter unten).
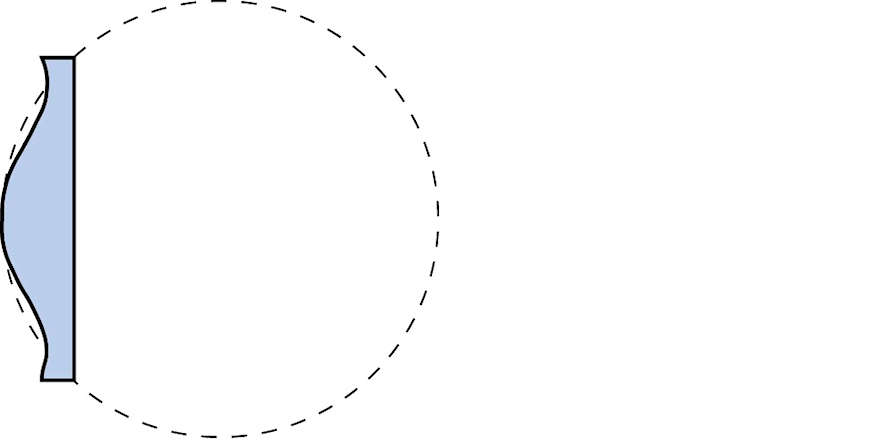
Asphärische Linse
Vom Rohglas zur Linse
Sphärische Linsen besitzen Kugelradien. Ihre Herstellung ist dadurch vergleichsweise einfach und in grosser Zahl möglich. In groben Zügen sieht die Herstellung wie folgt aus:
Schnittlinge Der kontrollierte Rohglasblock wird mit Trennschleifmaschinen in Scheiben zersägt, deren Dicke etwas über der späteren Linsendicke liegt. Die erhaltenen Platten werden anschliessend in Quadrate aufgeteilt, die wiederum leicht grösser sind als die späteren Linsendurchmesser.
Linsenrohlinge Die so zugerichteten quadratischen Glasteile bringt man mit der Bröckelzange in eine achteckige Form und kittet sie mit Siegellack zu einer Säule zusammen. In der Rundiermaschine wird die gesamte Linsenstange kreisrund gefräst. Die einzelnen Glasscheibchen gelangen danach für den Vorschliff auf einen halbkugeligen Tragkörper, wo sie festgekittet werden. In der Radienfräsmaschine erhalten sie ihre Rohform.
Presslinge Eine heute häufigere Methode zur Herstellung der Rohlinse stellt das Pressverfahren dar. Dabei werden die runden Glasscheiben im beheizten Ofen bis zur Verformbarkeit erhitzt und zu Linsenrohlingen gepresst. Diese moderne Methode verlangt allerdings anschliessend ein langsames und sorgfältiges Abkühlen, um Spannungen im Glas zu vermeiden.
Feinschliff Auf halbkugeligen konvexen oder konkaven Tragkörpern montiert (bereits einseitig geschliffene Linsen werden auf sogenannte Kittkörper geklebt), erfolgt der Feinschliff mit gebundenem Diamantkorn in entsprechenden Schleifschalen. Von Arbeitsgang zu Arbeitsgang wird das Diamantkorn zunehmend feiner gewählt.
Polieren Nach dem Feinschliff ist die Linse noch undurchsichtig. Ihre durchsichtigen Flächen entstehen erst beim Polieren. Die Politur erfolgt in einer mit einem weichen Material (Polierpech) ausgekleideten Schale wiederum mit Hilfe des Tragkörpers oder des Kittkörpers. Als Poliermittel dient mit Wasser vermischtes Polierrot (Eisenoxid) oder Ceroxid.

Halbkugelige Tragkörper (Kittkörper) mit Linsenrohlingen für den Feinschliff in Schleifschalen © by Spectros AG, CH-4107 Ettingen
Kontrolle Die Krümmungskontrolle der Linsenfläche erfolgt entweder im Probeglas oder mit Hilfe eines Laserabtasters. Das Probeglas ist eine genau gearbeitete Vergleichsfläche aus Quarz mit entgegengesetzter Krümmung. Durch Auflegen des Probeglases auf das Werkstück lassen sich mit Hilfe der allenfalls entstehenden Interferenzen kleinste Abweichungen von blossem Auge erkennen.
Zentrierung Eine Linse ist für den hochwertigen Objektivbau nur dann brauchbar, wenn die optische Achse genau den Krümmungsmittelpunkt durchstösst. Die notwendige Zentrierung jeder Linse erfolgt in laserkontrollierten Fräsmaschinen, in denen die Linse gleichzeitig ihren endgültigen Durchmesser erhält.
Reinigung und Vergütung Die polierten und zentrierten Linsen werden anschliessend in Spezialbädern unter Ultraschalleinfluss von den letzten Glas- und Schleifrückständen befreit.
Der hauchdünne Auftrag bestimmter Metallsalzverbindungen im Hochvakuum als Einfach- oder Mehrfachschichten vermindert die Teilreflexion an den Linsengrenzflächen auf weniger als 0,1%.
Herstellung asphärischer Linsen
Bedingt durch die flächenhafte Berührung zwischen Werkzeug und Werkstück, können sphärische Glasflächen ohne grossen technischen Aufwand mit ungeheurer Präzision gefertigt werden. Die maximale Abweichung beträgt nur 0,075 µm, was etwa dem tausendsten Teil eines Haardurchmessers entspricht.
Anders sieht dies bei asphärischen Schliffen aus. Hier ist eine flächige Bearbeitung nicht möglich, was den technischen Aufwand für Präzisionsschliffe enorm erhöht. In der Praxis haben sich zwei Fertigungsarten durchgesetzt:
Schwenkarm-Schleifprinzip Hier wird eine aufwändige Apparatur eingesetzt, die gleichzeitig Bearbeitungs- und Messmaschine ist. Ein Schwenkarm trägt neben dem Bearbeitungswerkzeug aus Diamant einen Messtaster. Die mitlaufende Messeinrichtung gibt ihre Resultate ständig einem Computer weiter, der sie auswertet und die Führung des Werkzeuges entsprechend beeinflusst. Bei einem anderen Hersteller werden spezielle Asphären-Schleifmaschinen synchron gesteuert, indem an einem zentralen Platz eine genaue Stahlform abgetastet wird. Von dort werden viele Schleifmaschinen roboterähnlich gleichzeitig angesteuert. In beiden Fällen können die Asphären nur stückweise pro Maschine hergestellt werden, was den hohen Preis qualitativ hochwertiger Asphären erklärt.
Giesskopierverfahren Zeiss hat zur Produktion von asphärischen Linsen ein ganz besonders interessantes Verfahren entwickelt. Bei diesem sogenannten Giesskopierverfahren wird die Linse zuerst sphärisch geschliffen. Dann aber wird auf das sphärische Bauelement eine Lamelle aus Epoxidharz gegossen und mit Hilfe einer Matrize in asphärischer Form zur Aushärtung gebracht. Durch diese verhältnismässig einfache Methode ist eine bedeutend grössere Ausstossquote erreichbar. Epoxidharz allerdings ist verletzlicher als Glas und kann etwas Wasser (0,27%) aufnehmen. Mit dem Giesskopierverfahren hergestellte Asphären können daher bevorzugt nur als Objektiv-Innenglieder, nicht aber als Frontlinsen Verwendung finden. Da die optischen Eigenschaften des Epoxidharzes von denjenigen des verwendeten optischen Glases abweichen, lassen sich als angenehme Nebenerscheinung zusätzliche Parameter schaffen, die den Objektivherstellern entgegenkommen.
Andere Herstellungsmethoden von Asphären Auf der Suche nach neuen Technologien zur preisgünstigeren Herstellung asphärischer Linsen sind zum Beispiel im Philips-Forschungslabor Versuche gemacht worden, asphärische Linsen aus erhitzten Glasstäben auf Drehbänken zu drehen. Ein gänzlich anderer Weg wurde mit der Unterstützung von Kodak gesucht. Hier hat man Versuche mit einer Glasfaser angestellt, deren Brechkraft von innen nach aussen abnimmt. Gelingt es, aus einer solchen Gradientenfaser eine ebene Scheibe herauszuschneiden, würde diese bereits ohne Krümmung die Wirkung einer sphärischen Linse aufweisen. Gelingt es weiter, einen solchen Schnitt einer Scheibe sphärisch zu schleifen, hätte diese Linse – bedingt durch den nach aussen verlaufenden Brechungsindex – die Eigenschaften einer asphärisch geschliffenen Linse.
Bildlage
Unsere bisherigen Betrachtungen, insbesondere diejenigen zur Konstruktion der Bildlage basierten auf der vereinfachten Annahme, Linsen seien unendlich dünn. In Tat und Wahrheit gibt es natürlich keine solchen Systeme. Jede abbildende Linse und erst recht jedes Objektiv besitzt eine bestimmte Dickendimension.
Für ungefähre Berechnungen, wie dies für die praktische Fotografie absolut genügend ist, reicht die bisher gemachte Vereinfachung aus. Für kompliziertere optische Überlegungen und erst recht für die Berechnung ganzer optischer Systeme muss die Theorie entsprechend verbessert werden.
Hauptpunkte
Schickt man ein paralleles Bündel Licht auf eine Linse, so lässt sich der dingseitige und der bildseitige Brennpunkt leicht bestimmen. Wird bei einer beliebig dicken Linse auf der Achse die Brennweite f vom dingseitigen (gegenstandseitigen) Brennpunkt F gegen die Linse abgetragen, gelangt man in der Regel nicht in die Mitte der Linse, sondern zu einem Punkt H, dem dingseitigen Hauptpunkt.
Gleiches geschieht im Bildraum. Trägt man vom bildseitigen Brennpunkt F‘ die Brennweite f‘ gegen die Linse ab, entsteht der Hauptpunkt H‘. Die Lage beider Hauptpunkte ist vom Krümmungsradius, von der Dicke und dem Brechungsindex der Linse sowie dem Brechungsindex des benachbarten Mediums abhängig.
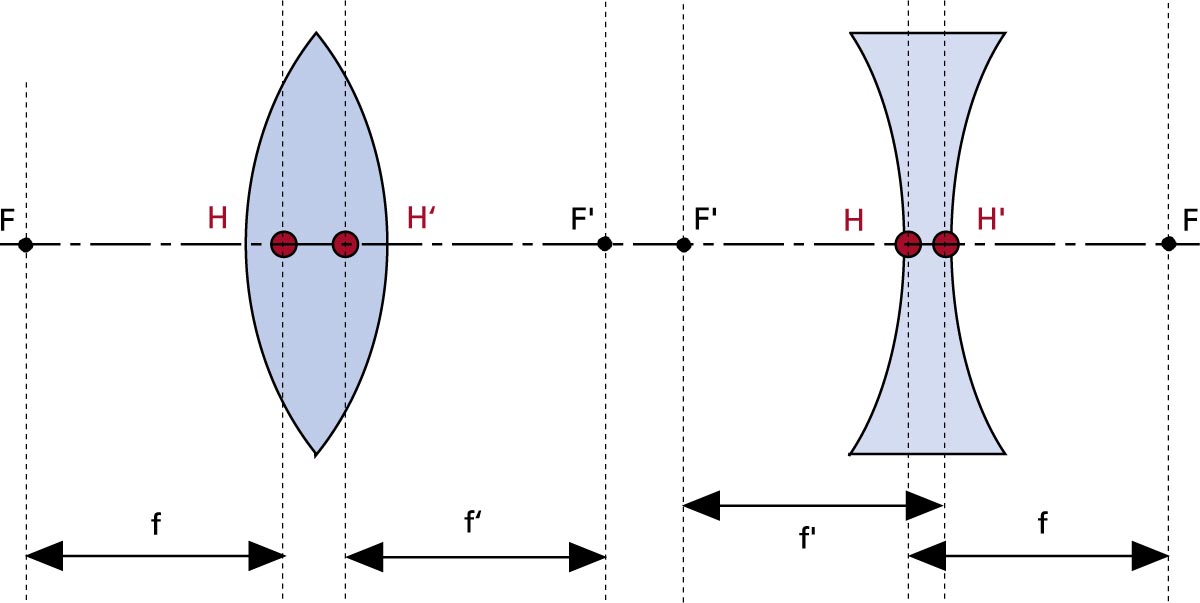
Haupt- und Brennpunkte bei Konvex- und Konkavlinsen
Die durch die Hauptpunkte senkrecht zur Achse laufenden Ebenen heissen sinngemäss Hauptebenen. In ihnen bilden sich (theoretisch) dort befindliche Gegenstände gegenseitig gleich gross und aufrechtstehend ab.
Bei Konvex- und Konkavlinsen liegen die Haupt- und Brennpunkte unterschiedlich, wie es folgende Abbildung verdeutlicht.
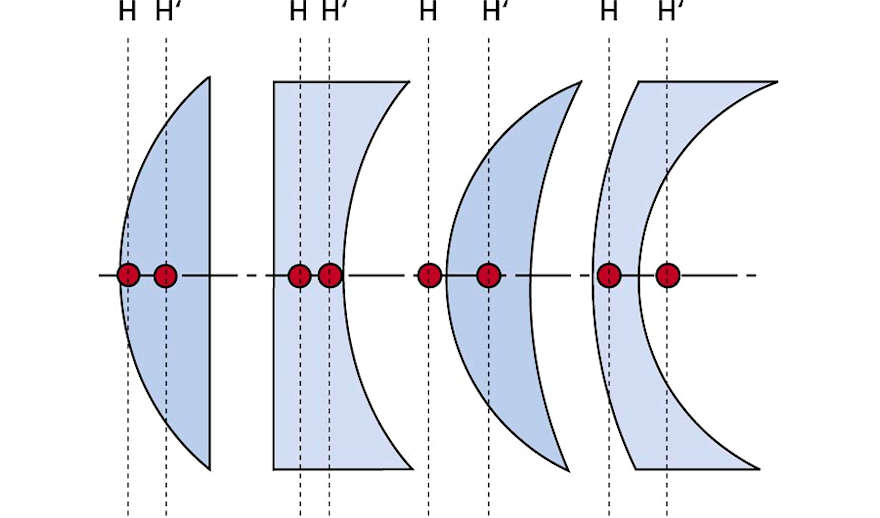 Hauptpunktlage bei verschiedenen Linsenformen
Hauptpunktlage bei verschiedenen Linsenformen
Die Reihenfolge dieser optischen Kardinalspunkte ist – vom Gegenstand- zum Bildraum gesehen – stets:
für Sammellinsen: F H H‘ F‘
für Zerstreuungslinsen: F‘ H H‘ F
Befinden sich beide Linsenflächen im gleichen Medium (zum Beispiel in Luft), so gilt die Vereinfachung, nach der wir bisher gerechnet haben:
F → H = H‘ → F‘ oder f = f‘.
Die Hauptpunktlage ist selbstverständlich auch von der Linsenform abhängig, wie es obige Abbildung für einige wichtige Grundformen zeigt. Hauptpunkte lassen sich nicht nur für einzelne Linsen bestimmen. Auch bei optischen Systemen rechnet man mit Hauptebenen, die für das Gesamtsystem Gültigkeit haben.
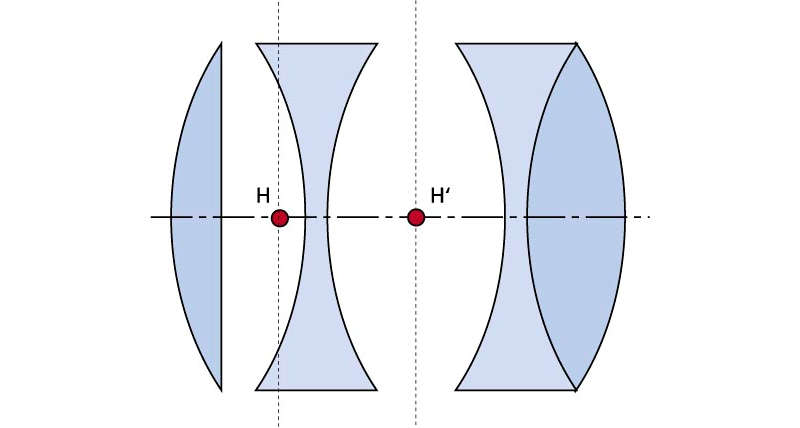
Hauptpunktlage bei optischen Systemen (hier bei einem vierlinsigen Triplet)
Bei gewissen optischen Systemen kann – wie zum Beispiel bei Zerstreuungslinsen – H‘ links von H, unter Umständen sogar ausserhalb des optischen Systems liegen. Ein typisches Beispiel dazu stellt das Prinzip des Teleobjektivs dar, dessen Aufbau dadurch einen gedrungenen Bau des Auszugsmechanismus möglich macht (siehe Folge 7).
Krümmungsradien, Scheitelpunkte, Schnittweite
Zur Brennweitenberechnung müssen noch einige weitere Daten bekannt sein:
Als Scheitelpunkt bezeichnet man die jeweiligen Flächenscheitel der Linse auf der optischen Achse. Die Distanz zwischen einem Scheitelpunkt und der dazugehörigen Gegenstandsebene bzw. Bildebene wird als Schnittweite bezeichnet (dingseitige Schnittweite s, bildseitige Schnittweite s‘).
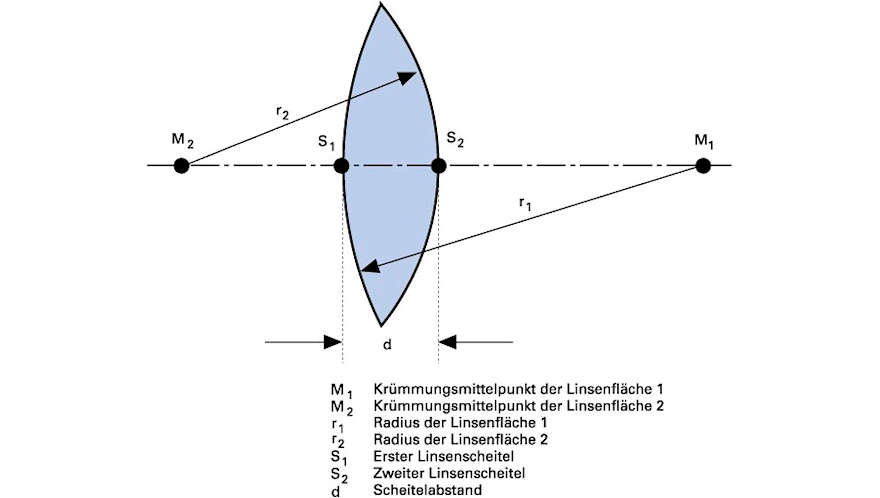
Krümmungsradien, Scheitelpunkte, Scheitelabstand
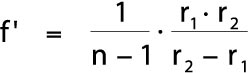
Aus den Krümmungsradien beider Linsenflächen, dem Scheitelabstand und dem Brechungsindex lässt sich die Brennweite einer einfachen Linse im Medium Luft nach folgender Formel berechnen:

Für besonders «dünne Linsen» mit der Dicke d << (r2–r1) lässt sich folgende Näherungsformel verwenden:
 Auf ähnliche Weise sind mit entsprechenden Formeln auch die Abstände der Hauptpunkte von den Scheitelpunkten und diejenigen der Hauptpunkte voneinander errechenbar.
Auf ähnliche Weise sind mit entsprechenden Formeln auch die Abstände der Hauptpunkte von den Scheitelpunkten und diejenigen der Hauptpunkte voneinander errechenbar.
Bildkonstruktion
Eine Linse wird durch die Hauptpunkte H und H‘ sowie die Brennpunkte F und F‘ definiert. Die Kenntnis der Stellung dieser Punkte auf der optischen Achse genügt für die Konstruktion der Bildlage. Benötigt werden dazu dieselben Strahlen, die wir bereits bei der vereinfachten Konstruktion kennengelernt haben. Allerdings wird jetzt die Linsendicke (Scheitelabstand d) mit einbezogen. Der Einfachheit halber hatten wir diese ja in den ursprünglichen zeichnerischen Überlegungen vernachlässigt.
Parallelstrahl Jeder parallel zur Achse einfallende Strahl setzt seinen Weg bis zur Ebene H‘ ohne Richtungsänderung fort. Danach verläuft er durch F‘.
Brennpunktstrahl Jeder durch den Brennpunkt F einfallende Strahl verläuft nach Auftreffen auf die dingseitige Hauptebene H parallel zur Achse weiter.
Hauptpunktstrahl Jeder durch den Hauptpunkt H einfallende Strahl tritt aus H‘ parallel zur Einfallsrichtung aus.
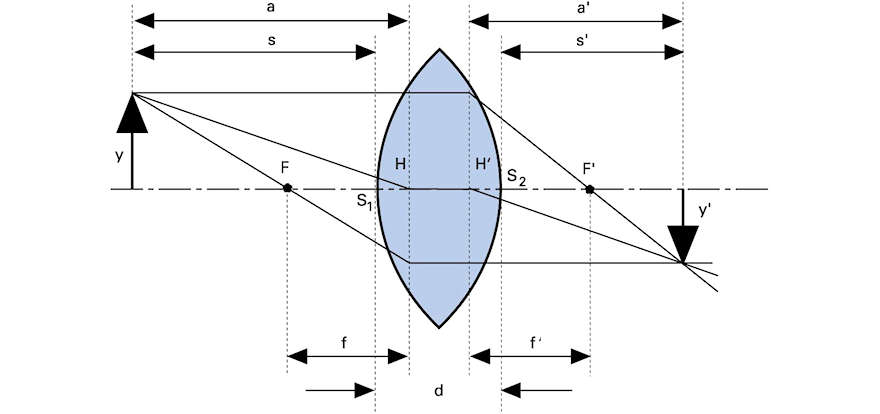
Bildkonstruktion mit drei charakteristischen Strahlen
Für jeden Gegenstandspunkt, von dem aus diese drei charakteristischen Strahlen gezeichnet wurden, entsteht im Bildraum der entsprechende Bildpunkt dort, wo sich die drei Strahlen zu einem gemeinsamen Punkt treffen. Bei nicht genauer Konstruktion bildet sich ein Fehlerdreieck, in dessen Mitte der korrekte Bildpunkt zu vermuten ist.
Brechkraft
Wie wir gesehen haben, lässt sich die Brennweite einer einfachen Linse im Medium Luft aus Krümmungsradius, Scheitelabstand und Brechungsindex leicht berechnen. Sobald jedoch ein optisches System aus mehr als einer Linse besteht, ist eine relativ aufwendige Durchrechnung aller Linsenflächenfolgen erforderlich.
In vielen praktischen Fällen wird ein bestehendes optisches System durch einfaches Vorsetzen einer Einzellinse brennweitenmässig verändert (Vorsatzlinsen vor dem Objektiv, Korrekturbrillen vor dem fehlsichtigen Auge). Die Durchrechnung und Ermittlung der neuen Gesamtbrennweite eines derart veränderten Systems vereinfachen sich auf eine einfache Addition, wenn statt der Brennweite eine Angabe über die Brechkraft gemacht wird.
Unter Brechkraft eines optischen Systems oder einer Einzellinse versteht man den reziproken Wert der Brennweite (in Metern). Die Masseinheit ist die Dioptrie (dpt).

Formeln zur Brechkraft
Durch ein positives oder negatives Vorzeichen wird angedeutet, ob es sich um eine Sammellinse (+) oder um eine Zerstreuungslinse (–) handelt. Da die Brechkraft der Kehrwert der Brennweite ist, wird die Brechkraft umso grösser (stärker), je kürzer die Brennweite ausfällt.
Vorsatzlinsen
Unter Vorsatzlinsen versteht man sammelnde oder zerstreuende Menisken, die sich vor ein bestehendes Objektiv schrauben lassen und dadurch dessen Gesamtbrennweite verändern. Positive Vorsatzlinsen verkürzen die Brennweite des Gesamtsystems, negative Vorsatzlinsen verlängern die Brennweite des Gesamtsystems.
Nahvorsatzlinsen
Ein sammelnder Meniskus vor ein bestehendes Objektiv geschaltet, verkürzt dessen Brennweite und erhöht gleichzeitig die Lichtstärke des Systems. Letzteres ist deshalb der Fall, weil die Lichtstärke eine Verhältniszahl zwischen wirksamem Blendendurchmesser und Brennweite darstellt. Wird bei gleicher Öffnung durch Vorschalten einer Nahvorsatzlinse die Brennweite verkürzt, erhöht sich automatisch die Lichtstärke.
Die Brechkraft von Vorsatzlinsen ist jeweils in Dioptrien angegeben. Dadurch lässt sich die neue Gesamtbrennweite einfach berechnen.
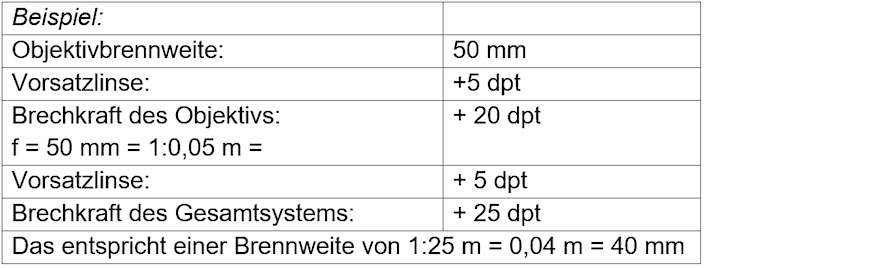
Bei gleichbleibendem Kameraauszug ermöglicht die nun kürzere Brennweite des Gesamtsystems eine geringere Aufnahmeentfernung und daher einen grösseren Abbildungsmassstab. Der Kameraauszug, der sich nicht geändert hat, wird bezüglich der kürzer gewordenen Brennweite gleichsam grösser. Trotzdem muss man keinen Nahverlängerungsfaktor berechnen, denn im gleichen Mass wie der Abbildungsmassstab grösser geworden ist, hat auch die Lichtstärke des Gesamtsystems zugenommen.
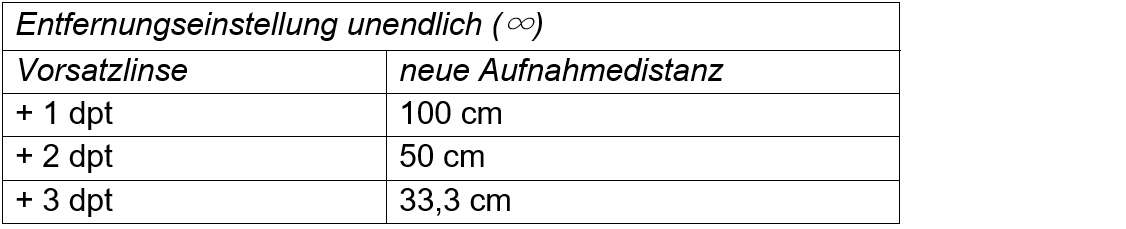
Die Möglichkeiten von Nahvorsatzlinsen lassen sich durch eine einfache Faustregel gut merken:
Steht die Entfernungseinstellung der Kamera auf unendlich (das heisst, der Kameraauszug entspricht der Objektivbrennweite ohne vorgesetzter Nahlinse), so lässt dies beim Vorschalten einer Nahlinse folgende Aufnahmedistanzen zu:
Warum dem so ist, begreifen wir, wenn wir die folgende Abbildung betrachten.
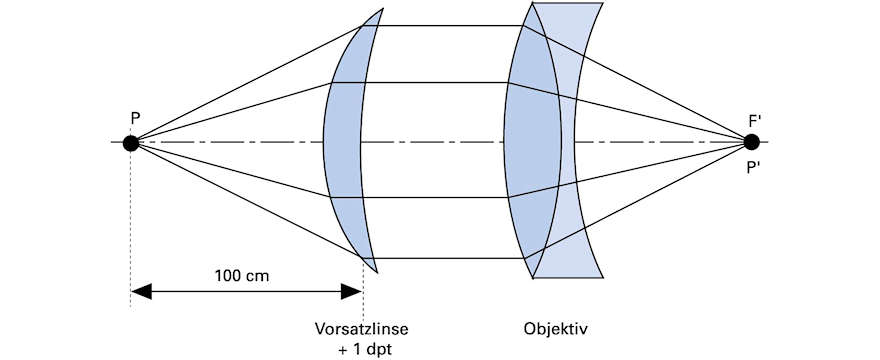
Verhältnisse mit Nahvorsatzlinsen
Ist die Aufnahmeentfernung auf unendlich eingestellt, werden Parallelstrahlen, die von einem unendlich weit entfernten Gegenstandspunkt P her kommen, durch das Objektiv im Brennpunkt F‘ konvergiert. Setzen wir nun eine Vorsatzlinse mit der Brechkraft von + 1 dpt vor das System, kann der Gegenstandspunkt P bis 100 cm heranrücken. Bei 2 dpt kann der Gegenstandspunkt P 50 cm an das System reichen usw. Das vom Gegenstandspunkt ausgehende divergente Strahlenbündel wird durch die Vorsatzlinse in ein Parallelbündel umgewandelt, das seinerseits so auf das Hauptobjektiv fällt, als wäre es ein von unendlich herrührendes Bündel. Wird das Objektiv nicht auf unendlich, sondern auf eine nähere Entfernung eingestellt, reduziert sich die Aufnahmedistanz gegenüber der vorherigen Tabelle noch weiter.
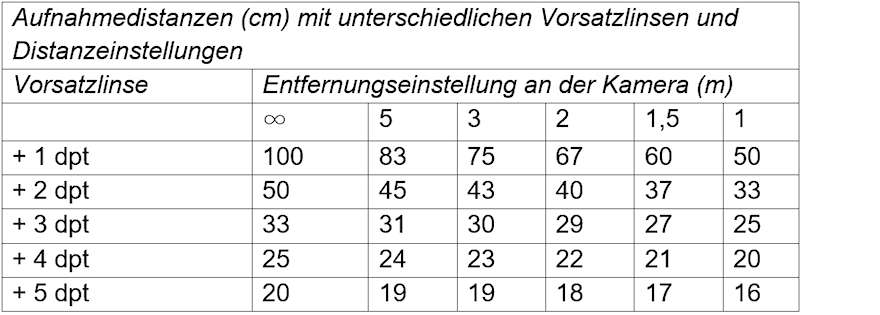
Aufnahmedistanzen (cm) mit unterschiedlichen Vorsatzlinsen und Distanzeinstellungen
Nahvorsatzlinsen sind von verschiedenen Herstellern mit folgenden Brechkräften erhältlich: + 0,5; + 1,0; + 2,0; + 3,0; + 5,0; + 10,0; + 20,0 dpt. Mehrere Nahvorsatzlinsen sind kombinierbar. Die Brechkräfte der Einzellinsen sind dabei zu addieren.
Mit vergüteten Nahvorsatzlinsen sind annehmbare Qualitäten zu erreichen, sofern die Brechkraft der Vorsatzlinse weniger als 20% der Brechkraft des Grundobjektivs beträgt und man mindestens auf 8 bis 11 abblendet. Besser als Einzellinsen sind chromatische Nahvorsätze. Das sind positive Vorsatzsysteme mit mindestens zwei verkitteten Linsen zur Korrektur der chromatischen Aberration. Sie ergeben merklich verbesserte Abbildungsqualitäten gegenüber Nahaufnahmen mit Einzelvorsatzlinsen.
Televorsatzlinsen
Setzt man einen zerstreuenden, negativen Meniskus direkt vor das Objektiv, wird die Brechkraft des Gesamtsystems kleiner, die Brennweite daher länger. Solche Televorsatzlinsen oder Telenegative haben die gleiche Wirkung wie etwa die Brille eines Kurzsichtigen.
Anwendbar ist diese Art der Brennweitenvergrösserung jedoch nur bei Kameras, die eine relativ grosse Auszugsveränderung zulassen. Die alten Balgenklappkameras mit doppeltem Laufboden, wie sie zu Beginn des letzten Jahrhunderts sehr verbreitet waren, eigneten sich besonders gut. Zeiss hatte dazu negative Menisken unter der Bezeichnung Distar-Linse mit unterschiedlichen Dioptrien hergestellt. Distar-Linsen haben jedoch die Abbildungsleistung der Objektive noch weiter verschlechtert und dadurch konnten sie nur bei starker Abblendung für relativ weich gehaltene Porträtaufnahmen verwendet werden.
Weil Televorsatzlinsen bei gleichbleibender Öffnung die Brennweite verlängern, sinkt die Lichtstärke. Beim Einsatz von Televorsatzlinsen muss deshalb – im Gegensatz zu den Nahvorsatzlinsen – ein Verlängerungsfaktor berücksichtigt werden.
Brennweitenverlängerung durch die Televorsatzlinse
Telekonverter
Da Televorsatzlinsen einen verlängerbaren Auszug benötigen, verwendet man heute zur Brennweitenverlängerung eines bestehenden Objektivs sogenannte Telekonverter. Es handelt sich dabei um ein negatives Linsensystem aus mehreren Linsen in einem entsprechenden Tubus, der gleichzeitig die notwendige Auszugsverlängerung sicherstellt. Ein Telekonverter sitzt zwischen dem Grundobjektiv und dem Kameragehäuse. Er verlängert die Gesamtbrennweite auf den 1,4- oder 2-fachen Wert (1,4-fach-Konverter, 2-fachKonverter).
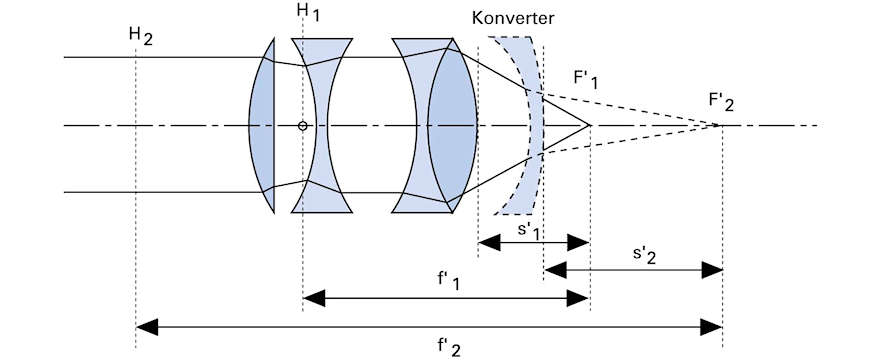
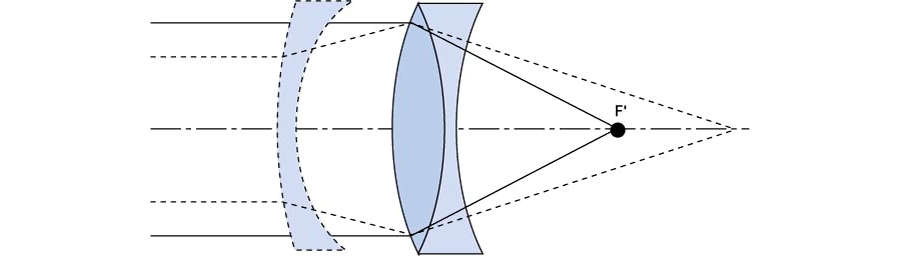
Brennweitenverlängerung durch einen Telekonverter
Die obige Abbildung zeigt, wie das von einem unendlich weit entfernten, auf der optischen Achse liegenden Gegenstandspunkt kommende Parallelbündel seinen Konvergenzpunkt durch die Zerstreuungslinse nach hinten verschiebt (F‘2). Ein zweiter Gegenstandspunkt, der ausserhalb der optischen Achse liegt, wird in dieser neuen Brennebene weiter von der Achse entfernt abgebildet, als dies in der alten Brennebene der Fall war. Somit muss die Abbildung eines Gegenstands grösser werden. Für das Gesamtsystem verschiebt sich die ursprüngliche Hauptebene (H1) vor das Objektiv (H2). Die Gesamtbrennweite (f’2) ist in unserem Beispiel doppelt so lang geworden, obwohl sich die Brennebene um einen viel kleineren Betrag nach hinten verschoben hat. Die Wirkung ist dieselbe wie bei einem Teleobjektiv: Vergrösserung der Brennweite um einen Betrag, der merklich höher ist als die Verlängerung der Schnittweite s’ durch Vorverschieben der Hauptebene vor das optische System. Das heisst, die gesamte Baulänge des erweiterten Systems ist wie bei einem Teleobjektiv gedrungen, nämlich rund einen Drittel kürzer als die Brennweite.
Der Grad der Bildvergrösserung ist von der Länge des Kameraauszuges im Verhältnis zur Brennweite der negativen Linse abhängig. Durch Veränderung des Abstandes vom sammelnden Objektivteil zur negativen Linse lässt sich das Mass der Bildvergrösserung verändern. Man verfügt mit einer solchen Kons-truktion tatsächlich über ein Objektiv mit veränderlicher Brennweite, würde man die Glieder des Objektivs und des Konverters gegeneinander verschiebbar anordnen.
Sofern ein Telekonverter optisch auf das Grundobjektiv abgestimmt und speziell dafür gerechnet ist, verschlechtert er die Abbildungsleistung nur minimal. Da die effektive Blendenöffnung aber gleich bleibt, während die Brennweite sich verlängert, nimmt die Lichtstärke des Objektivs ab:
1,4-fach-Telekonverter:
ursprüngliche Blendenzahl mal 1,4 (Verlängerungsfaktor 2)
2-fach-Telekonverter:
ursprüngliche Blendenzahl mal 2 (Verlängerungsfaktor 4).
Ein Telekonverter hat insgesamt die zertreuende Wirkung eines Telenegativs, besteht jedoch aus vielen korrigierenden Linsen und garantiert gleichzeitig die notwendige Auszugsverlängerung.

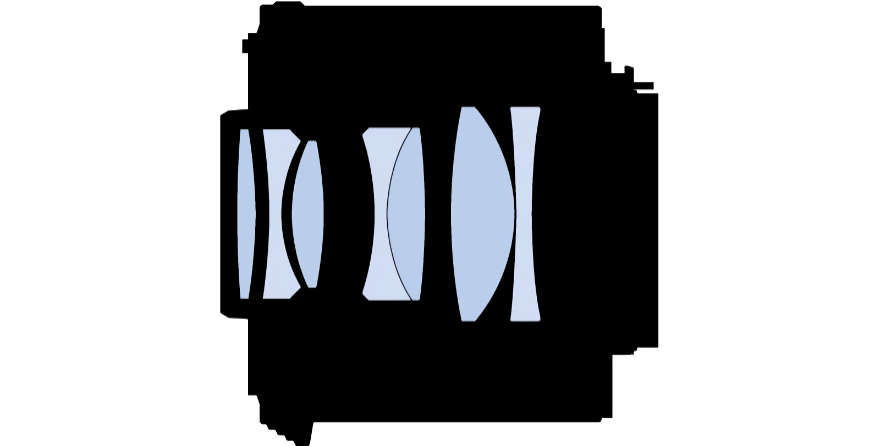
Der Telekonverter sitzt zwischen Grundobjektiv und Kameragehäuse. Hier der Schnitt eines 2-fach-Telekonverters von Nikon.
Die automatische Scharfeinstellung ist nur möglich, wenn die gesamte effektive Lichtstärke von Objektiv und Konverter grösser ist als 1:5,6. Canon gibt für einige Kameras unter bestimmten Messcharakteristiken auch den Lichtstärkenwert 1:8 an.
Gleiches gilt übrigens auch für die Funktion des Image-Stabilizers. Die Begrenzung bezüglich automatischer Scharfeinstellung und Bildstabilisierung beim Einsatz von Konvertern ist verständlich. Für die perfekte Scharfstellung ist ein möglichst helles Bild notwendig; Konverter reduzieren jedoch die Lichtstärke des Gesamtsystems.
Ideal sind brennweitenverlängernde Konverter natürlich für langbrennweitige Objektive. Besitze ich zum Beispiel ein 400-mm-Objektiv, kann ich dessen Brennweite für wenig Geld mittels 2-fach-Konverter auf 800 mm anheben. Allerdings funktioniert dies nur, wenn dadurch die Gesamtlichtstärke nicht über 1:5,6 ansteigt. Für mein preisgünstiges Canon EF 400 mm 1:5,6 L USM kann ich daher keinen 2-fach- Konverter einsetzen, obwohl die Anschlussmasse eines solchen passen würden.
Extender
Extender ist der von Canon verwendete Name für einen Telekonverter. Dieses Hochleistungszubehör multipliziert die effektive Brennweite des eingesetzten Objektivs um das 1,4- oder 2-fache. Ein 200-mm-Objektiv mit einem Extender 1,4x hat beispielsweise eine effektive Brennweite von 280 mm. Mit dem Extender 2x verlängert sich die Brennweite auf 400 mm. Canon EF Extender wurden zur Verwendung mit einer ausgesuchten Reihe von Tele- sowie EF Zoomobjektiven entwickelt. Sie funktionieren nicht mit EF-S oder EF-M Objektiven.
© by Jost J. Marchesi
Damit ist die Artikelreihe Repetitorium Optik abgeschlossen. Fotointern dankt dem Autor Jost J. Marchesi für diese hervorragende Arbeit.
Lesen Sie auch
Folge 1: «Licht, das «Rohmaterial» der Fotografie» (28.05.2021)
Folge 2: «Lichtausbreitung, Reflexion und Absorption» (04.06.2021)
Folge 3: «Wie das Licht gebrochen wird» (11.06.2021)
Folge 4: «Abbildungsverhältnisse und Perspektive» (18.06.2021)
Folge 5: «Schärfe und Unschärfe» (25. Juni 2021)
Folge 6: «Kanteneffekt, Streuung und Polarisation» (02.07.2021)
Folge 7: «Objektiv – das Auge der Kamera» (08.07.2021)
Folge 8: «Bild-, Format- und andere Winkel» (16.07:2021)
Folge 9: «Chromatische und sphärische Aberration» (23.07.2021)
Folge 10: «Astigmatismus und Bildfeldwölbung» (30.07.2021)
Folge 11: «Praktische Objektivprüfung» (06.08.2021)

Ch. Hauser
Eben habe ich eine PDF erstellt mit diesen 12 Folgen Optik für Fotografierende. Man muss ja nicht immer alles zu 100% verstehen, aber es gab bei mir mehrere aha- und ach so- Erlebnisse, die für meine fotografische Praxis eine Bereicherung darstellen und zudem ist es an sich auch nicht schlecht, wenn man etwas mehr weiss als unbeding nötig.